Структура паст в принципе соответствует структуре консистентных смазок. Но в них содержится значительно большая доля твердых смазочных веществ. Благодаря этому обеспечивается высокая эффективность смазывания, разделения и защиты от коррозии даже при использовании в условиях экстремальных температур и давлений, а также агрессивных сред.
Пасты для легкого монтажа и демонтажа
Состав паст в принципе соответствует составу консистентных смазок. Но в них содержится значительно большая доля твердых смазочных веществ. Благодаря этому обеспечивается высокая эффективность смазывания, разделения и защиты от коррозии даже при использовании в условиях экстремальных температур и давлений, а также агрессивных сред. Пасты применяются как для резьбовых соединений, так и при запрессовке штифтов и болтов, а также для зубчатых колес.
Параметры паст
| Параметры | Норма | Описание |
| Испытание на запрессовку | Дает сведения об эффективности смазывания при очень высоком давлении и низкой скорости скольжения (важно для монтажных паст) | |
| Коэффициент трения в резьбе | DIN EN ISO 16047 | На контрольном стенде для винтов определяется коэффициент трения µ при затяжке винтов и гаек (важно для паст для резьбовых соединений) |
| Момент разрушения |
DIN 267-27 |
Отношение требуемого момента разрушения при ослаблении резьбового соединения к моменту затяжки |
| Рабочие температуры |
Смазка: Действуют масло и твердые смазочные вещества |
Структура паст
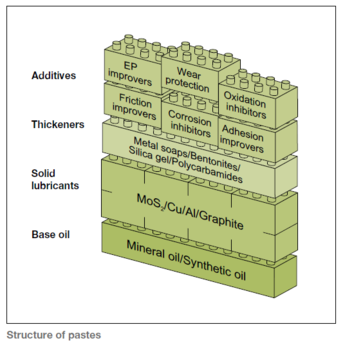 Структура высокоэффективных паст похожа на состав консистентных смазок.
Структура высокоэффективных паст похожа на состав консистентных смазок.
Существенное различие заключается в высокой доле твердых веществ, которая типична как для монтажных паст (только смазочное действие), так и для паст для резьбовых соединений (смазочное и разделительное действие).
Области применения паст
Область применения паст в значительной степени зависит от содержания твердых смазочных веществ.
|
Твердое смазочное вещество |
Макс. рабочие температуры [°C] | Область применения |
| PTFE | < 300 | Монтаж, воздействие сред |
|
MoS2 |
< 450 | Монтаж, процессы напрессовки |
| Алюминий | < 1100 | Высокотемпературные резьбовые соединения |
| Медь | < 1100 | Высокотемпературные резьбовые соединения, "Противоприхватывающая паста, электропроводность |
| Никель | < 1400 | Сверхвысокотемпературные резьбовые соединения |
| "Окиси" керамики | < 1400 | Сверхвысокотемпературные резьбовые соединения, резьбовые соединения из нержавеющей стали |


