OKS kenőanyagok – maximális teljesítmény a legmagasabb szintű folyamatbiztonság érdekében
Kenőanyagok fejlesztéséhez és minőségbiztosításához egy adott tribológiai rendszer befolyásoló mennyiségeinek vizsgálata és értékelés céljából számos vizsgálati eljárás kerül alkalmazásra. A vizsgálatok során nyert jellemző adatok leírják egy adott kenőanyag azon kémiai/fizikai tulajdonságait, melyek lehetővé teszik, hogy kijelentéseket lehessen tenni egy adott alkalmazáshoz való lehetséges alkalmasságáról.
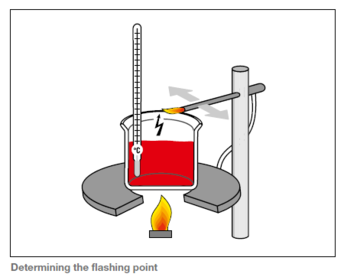
Lobbanáspont
Éghető folyadékok esetében a lobbanáspont olyan mérhető mennyiség, mely lehetővé teszi a tűzveszélyesség megítélését. A termék típusától és a várható lobbanáspont értékétől függően a leggyakoribb mérési módszerek zárt tégelyt (a DIN 51 755 alapján) vagy nyitott tégelyt (a DIN ISO 2592 alapján) alkalmaznak.
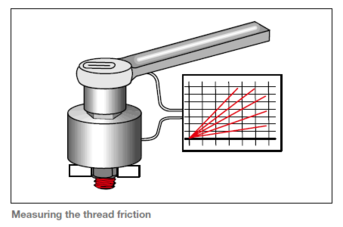
Menetsúrlódás
A menetsúrlódást csavartesztpadon állapítják meg. A DIN EN ISO 16 047 szabvány szerint adott csavarkötés μ súrlódási tényezője a csavar és az anya meghúzásával állapítható meg. Meg kell adni a menet méretét, a szerkezeti anyagot és a felület jellegét.
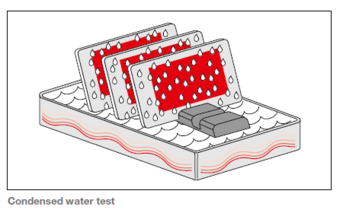
Kondenzvízteszt
A kondenzvízteszt egy adott védőréteg korrozív hatású befolyások (DIN 50 017 – KTW Kondenswasser Temperatur Wechselklima/kondenzvíz-hőmérséklet váltakozó klíma esetén) esetén való értékelésére szolgáló vizsgálatok egyike, és meghatározza a váltakozó klíma mellett, klímakamrában végzett vizsgálati eljárást. A vizsgálat eredménye a rozsdanyomok megjelenéséig eltelő idő órában.
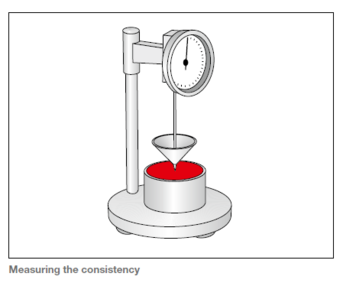
Konzisztencia
Egy adott kenőzsír konzisztenciájának a mérése a DIN ISO 2137 szabvány alapján penetrométerrel történik, a mérés előtt pedig a zsírt a csapágyban való igénybevétel utánzása céljából átgyúrják. A használt vizsgálókúp behatolásai mélysége lehetővé teszi az NLGI (DIN 51 818) szerinti konzisztencia-osztályhoz való hozzárendelést.
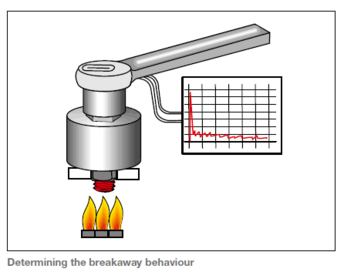
Oldási viselkedés
Az oldási viselkedést, ami az oldási nyomaték és a meghúzási nyomaték viszonya, nagy hőmérsékletekhez való csavarpasztákhoz határozzák meg, mely során M10-es (vagy M12-es), A2-70 anyagú csavarokat 40 Nm (vagy 70 Nm) nyomatékkal húznak meg, és 100 órán keresztül +200 °C és +650 °C közötti hőmérsékletnek tesznek ki.
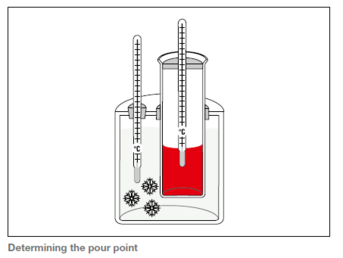
Dermedéspont
Egy adott olaj dermedéspontjának a mérése a DIN ISO 3016 szabvány alapján történik. Az értéke néhány °C-kal alacsonyabb az ajánlott legalacsonyabb alkalmazási hőmérsékletnél.